Om jag ska mäta OEE på en linje eller ett annat flöde, hur ska jag tänka?
När man ska mäta OEE i ett flöde av flera maskiner är det alltid den cykeltidsmässiga flaskhalsen som är den maskin man ska mäta på. Alltså den maskin som vid drift producerar långsammast.
För att förstå varför kan man tänka att det är först när den långsammaste maskinen störs som det påverkar hela flödet. De andra maskinerna har överkapacitet och de kan jobba ikapp störningar utan att det nödvändigtvis stör den långsammaste maskinen.
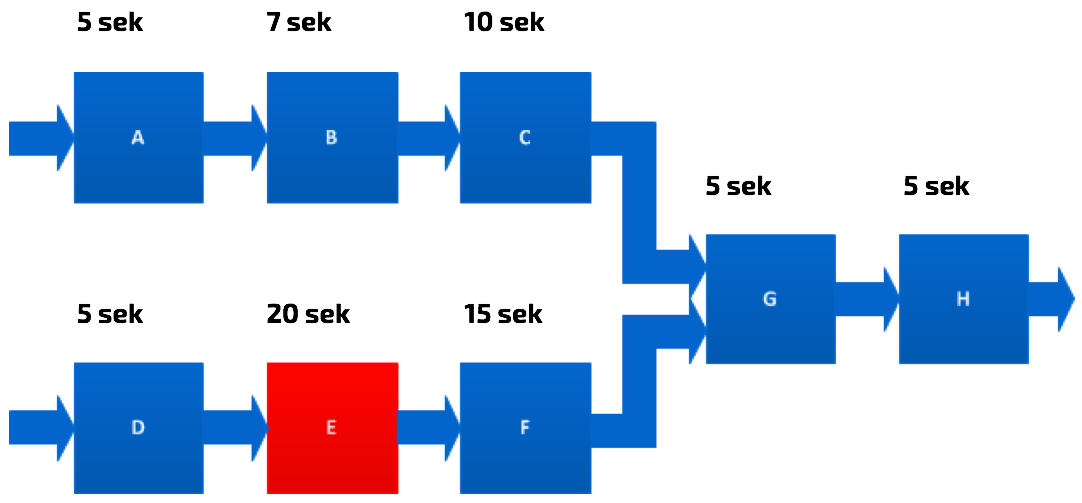
I bilden här ovanför är det den rödmarkerade Maskin E som är den cykeltidsmässiga flaskhalsen. Det är alltså där man ska mäta OEE. Det är först när problem i någon av de andra maskinerna orsakar en störning i Maskin E som linjen har en OEE-förlust.
Om flaskhalsen flyttas för att ni gjort cykeltidsförbättringar så är det jättebra! Men glöm inte att flytta med mätpunkten så att ni mäter på den nya cykeltidsmässiga flaskhalsen.
Se de här dokumenten för exempel på var man ska placera mätpunkter i olika typer av flöden.
Vart ska vi mäta om flaskhalsen flyttar sig beroende på vilken artikel vi kör?
I teorin ska man då flytta mätpunkten beroende på vilken artikel man kör. I praktiken är det ofta svårt att få till, därför mäter man då ofta på två eller fler punkter i flödet.
Men om jag vill mäta OEE på alla maskiner i linjen?
Om det är för att få fram störningsorsaker för att skapa mindre akuta och avhjälpande insatser för operatörer, underhåll och andra stödresurser så är det helt ok.
Om det är för att få fram OEE-tal är det bortkastat eftersom att det ändå är flaskhalsens OEE som är det som har betydelse för linjens effektivitet.
Hur förhåller sig OEE till Flödeseffektivitet?
Högt OEE och hög Flödeseffektivitet står i kontrast till varandra.
OEE är ett mätetal för att beskriva effektiviteten i enskilda resurser som exempelvis maskiner. OEE beskriver hur stor del av maskintiden som används till värdeskapande.
Flödeseffektivitet är istället ett mått för att beskriva hur stor del av ledtiden i ett flöde som är värdeskapande. Flödeseffektivitet beskriver alltså hur stor del av klocktid från första till sista ingrepp (från ordermottagning till leverans till kund) som är värdeadderande.
Det innebär att man kan ha hög maskineffektivitet (högt OEE) och låg servicegrad (låg flödeseffektivitet) om man hela tiden håller maskinerna igång men inte tillverkar sånt som går raka vägen till kund.
Omvänt innebär det också att en hög flödeseffektivitet kräver maskiner och processer som är redo att köra utan köer.